Fräser werden häufig verwendet. Verstehen Sie den Aufbau von Fräsern wirklich? Finden wir es heute in einem Artikel heraus.
1. Geometrische Hauptwinkel von Wendeschneidplattenfräsern
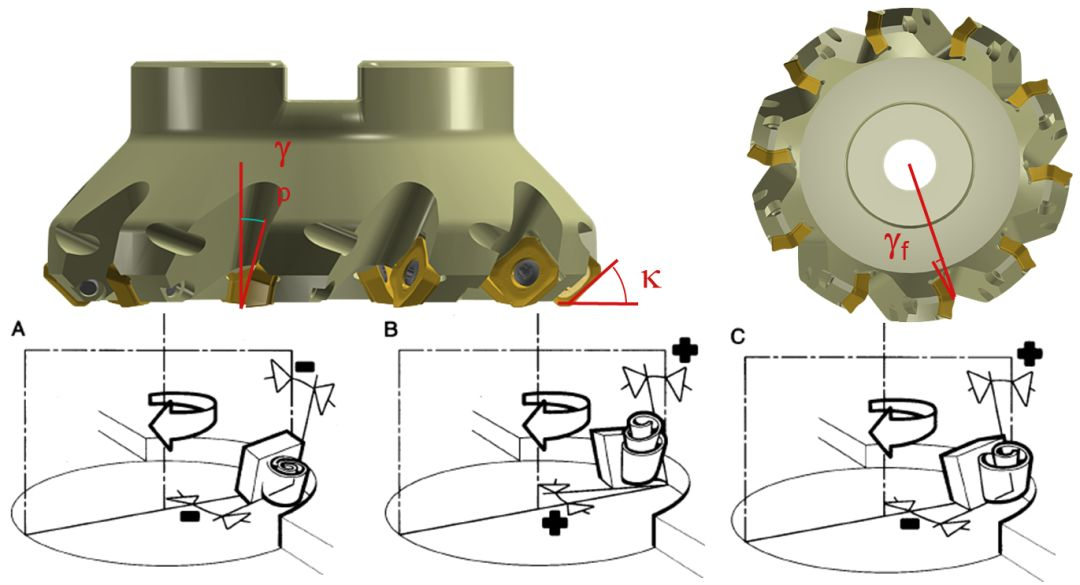
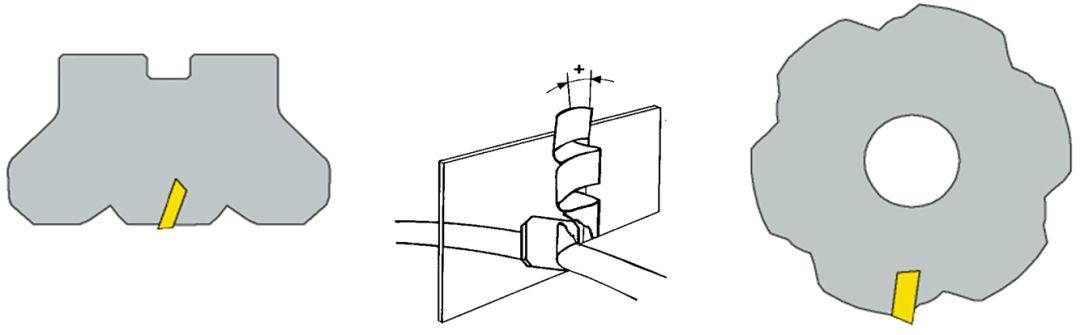
Der Fräser hat einen Vorderwinkel und zwei Spanwinkel, einer wird als axialer Spanwinkel und der andere als radialer Spanwinkel bezeichnet.
Der radiale Spanwinkel γf und der axiale Spanwinkel γp. Der radiale Spanwinkel γf beeinflusst hauptsächlich die Schnittleistung; Der Axialspanwinkel γp beeinflusst die Spanbildung und die Richtung der Axialkraft. Wenn γp ein positiver Wert ist, fliegen die Späne vom Bearbeitungsprozess weg. Nudel.
Spanwinkel (Spanflächenkontaktfläche)
Negativer Spanwinkel: für Stahl, Stahllegierungen, Edelstahl, Gusseisen.
Positiver Spanwinkel: Wird in viskosen Materialien und einigen Hochtemperaturlegierungen verwendet.
Mittlere vordere Ecke: Wird zum Gewindeschneiden, Nuten, Profilieren und Formen von Messern verwendet.
Verwenden Sie nach Möglichkeit negative Spanwinkel.
2. Fräsergeometrie
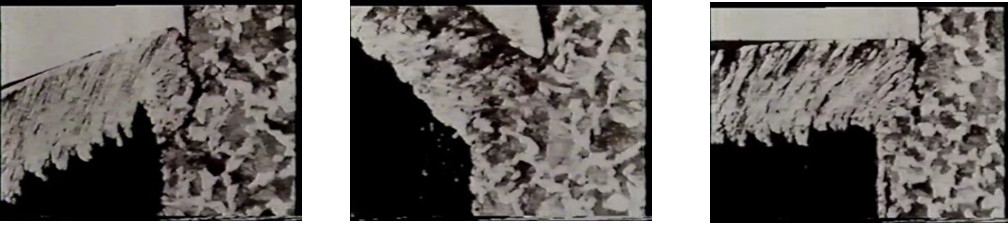
1. positiver Winkel -positiver Winkel
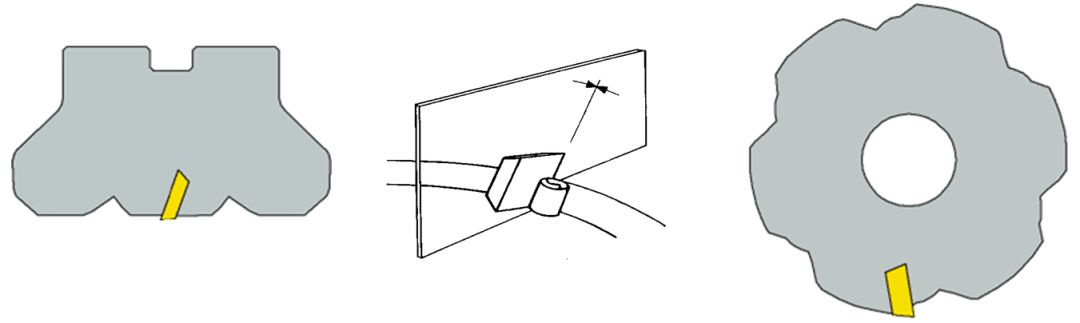
Der Schnitt ist leicht und glatt, aber die Schneidkantenfestigkeit ist schlecht. Geeignet für die Bearbeitung von weichen Materialien und Edelstahl, hitzebeständigem Stahl, Normalstahl und Gusseisen usw. Diese Form sollte bevorzugt werden, wenn Werkzeugmaschinen mit geringer Leistung, unzureichende Steifigkeit des Prozesssystems und Aufbauschneiden vorhanden sind.
Vorteil:
+ glatter Schnitt
+ Reibungslose Spanabfuhr
+ gute Oberflächenrauheit
Nachteile:
- Schneidkantenstärke
- Nicht förderlich für Schnittkontakt
- Das Werkstück wird vom Maschinentisch getrennt
2. Negativer Winkel – Negativer Winkel
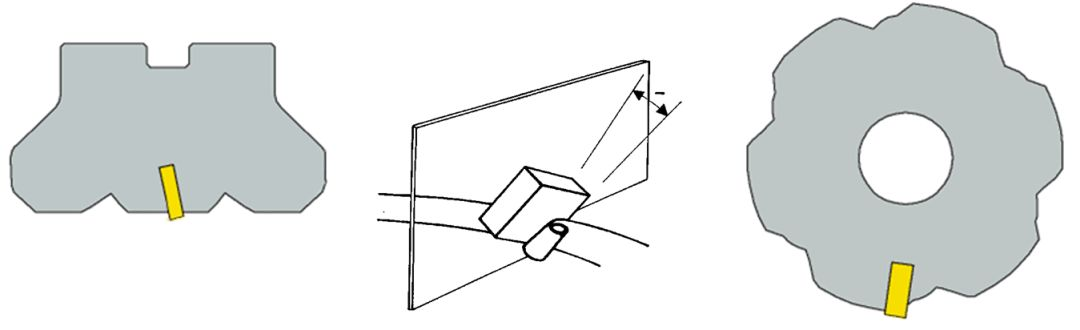
Es verfügt über eine hohe Schlagfestigkeit und verwendet negative Klingen, die zum Grobfräsen von Gussstahl, Gusseisen und hochhartem, hochfestem Stahl geeignet sind.
Das Fräsen verbraucht jedoch viel Energie und erfordert eine hervorragende Steifigkeit des Prozesssystems.
Vorteil:
+ Schneidkantenstärke
+ Produktivität
+ Werkstück auf den Maschinentisch schieben
Nachteile:
- Größere Schnittkraft
- Spanblockierung
Xinfa CNC-Werkzeuge zeichnen sich durch gute Qualität und niedrigen Preis aus. Weitere Informationen finden Sie unter:
CNC-Werkzeughersteller – China CNC-Werkzeugfabrik und Lieferanten (xinfatools.com)
3. Positiver Winkel – negativer Winkel
Die Schneide weist eine hohe Schlagfestigkeit auf und ist scharf. Geeignet für die Bearbeitung von Stahl, Stahlguss und Gusseisen. Auch beim Fräsen mit großen Rändern ist der Effekt besser.
Vorteil:
+ Reibungslose Spanabfuhr
+ günstige Schnittkräfte
+Breites Anwendungsspektrum
4. Fräsersteigung
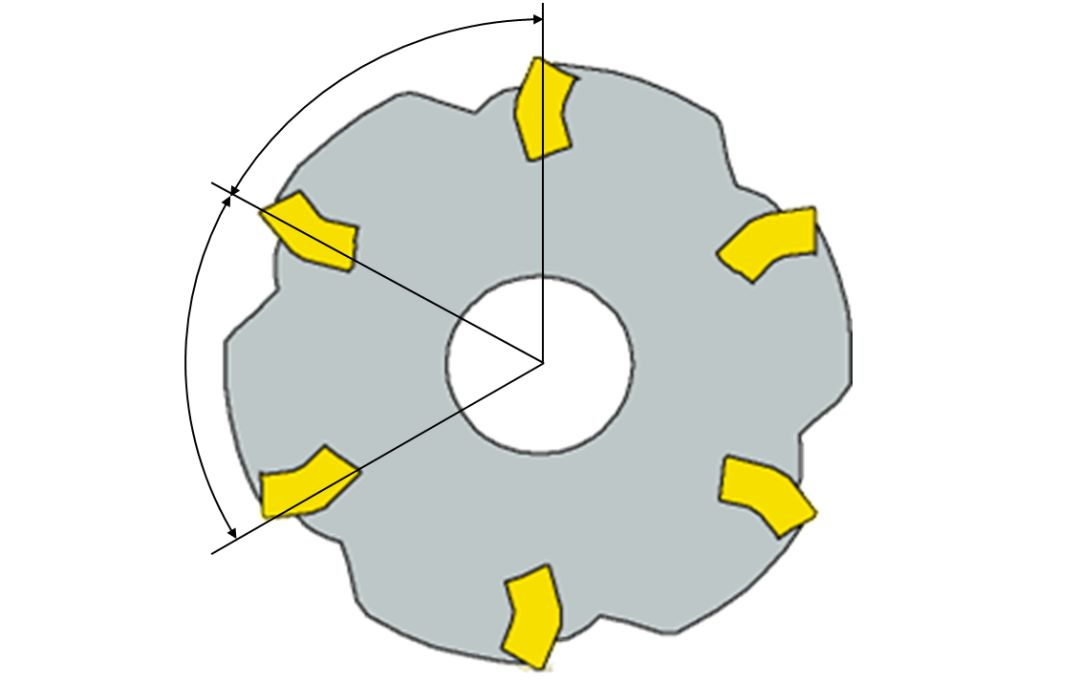
1) Dichte Zähne: Hochgeschwindigkeitsvorschub, große Fräskraft, kleiner Spanraum.
2) Standardzähne: konventionelle Vorschubgeschwindigkeit, Fräskraft und Spanraum.
3) Grobe Zähne: langsamer Vorschub, kleine Fräskraft, großer Spanraum.
Wenn der Fräser nicht mit einer speziellen Wiper-Wendeschneidplatte ausgestattet ist, hängt die Oberflächenrauheit davon ab, ob der Vorschub pro Umdrehung die Wiper-Ebenenbreite der Wendeschneidplatte überschreitet.
Beispiel: Schlitzfräsen und Konturfräsen
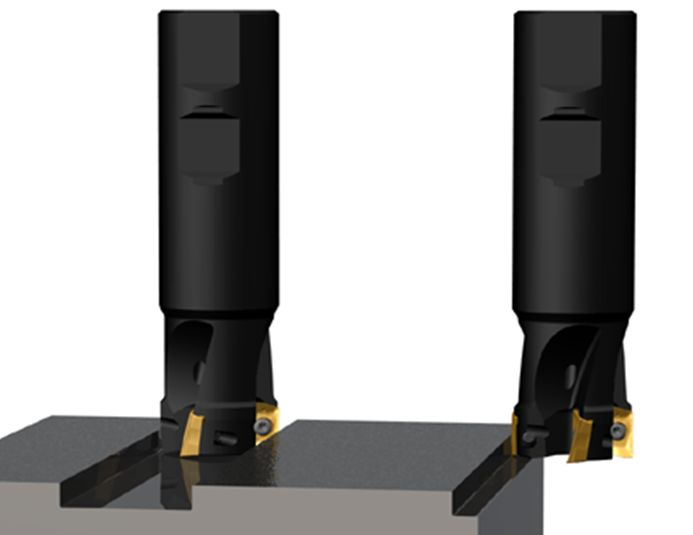
Anzahl Zähne:
•Spärliche oder Standardzähne zum Schlitzfräsen (Sicherheit)
•Dichte Zähne zum Konturfräsen (Produktivität)
Zeitpunkt der Veröffentlichung: 01.11.2023


